Bagaimana Penghadang Jalan Dihasilkan
Pengeluaran guardrails W-beam bergalvani panas adalah proses yang teliti bertujuan untuk memastikan standard ketahanan dan keselamatan yang tertinggi. Berikut ialah gambaran keseluruhan berstruktur:
1. Pemilihan Keluli
Bahan biasa: JIS SS490 or JR355.
Ciri-ciri: Kekuatan tinggi dan fleksibiliti, sesuai untuk membentuk dan ketahanan di bawah tekanan.
2. Membentuk Profil W-Beam
Proses Pembentukan Gulung: Kepingan keluli dimasukkan ke dalam mesin pembentuk gulungan untuk mencipta bentuk rasuk W yang tersendiri.
Memotong dan Menebuk: Rasuk dipotong mengikut panjang tertentu, dan lubang pelekap ditebuk dengan tepat untuk memadankan keperluan pemasangan.
3. Persediaan Pra-Galvanizing
Penyahgris: Menanggalkan minyak dan gris untuk memastikan permukaan bersih.
Penjerukan: Rendam dalam mandi asid untuk menghilangkan karat dan kerak.
Fluks: Penggunaan larutan fluks untuk mengelakkan pengoksidaan sebelum menggembleng.
4. Hot-Dip Galvanizing
Mandian Zink Lebur: Rasuk direndam dalam zink cair yang dipanaskan hingga kira-kira 450°C.
Ikatan Zink: Zink bertindak balas dengan keluli untuk membentuk lapisan tahan kakisan.
Ketebalan Salutan: Dikawal oleh masa rendaman dan komposisi keluli, memastikan pematuhan dengan piawaian.
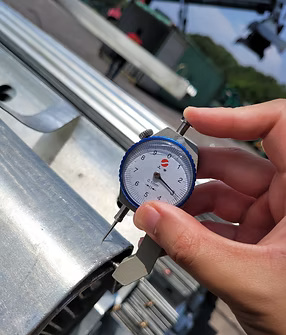
5. Proses Selepas Galvanisasi
Penyejukan: Rasuk dibiarkan sejuk selepas dikeluarkan dari mandi zink.
Pemeriksaan: Pemeriksaan kualiti memastikan ketebalan salutan seragam dan pematuhan kepada piawaian industri seperti AASHTO M180.
6. Penyimpanan dan Penghantaran
Penyimpanan Kering: Menghalang pendedahan lembapan yang boleh menjejaskan salutan.
Persediaan untuk Penghantaran: Rasuk dibungkus dan dihantar untuk pemasangan, bersedia untuk memberikan rintangan kakisan jangka panjang dan integriti struktur.

.jpg)
.jpg)