How Guardrail Produced
The production of hot-dip galvanized W-beam guardrails is a meticulous process aimed at ensuring the highest standards of durability and safety. Here’s a structured overview:
1. Steel Selection
Common materials: JIS SS490 or JR355.
Characteristics: High strength and flexibility, suitable for forming and durability under stress.
2. Shaping the W-Beam Profile
Roll-Forming Process: Steel sheets are fed into roll-forming machines to create the distinctive W-beam shape.
Cutting and Punching: Beams are cut to specific lengths, and mounting holes are precisely punched to match installation requirements.
3. Pre-Galvanizing Preparation
Degreasing: Removal of oils and grease to ensure clean surfaces.
Pickling: Immersion in an acid bath to eliminate rust and scale.
Fluxing: Application of a flux solution to prevent oxidation before galvanizing.
4. Hot-Dip Galvanizing
Molten Zinc Bath: Beams are submerged in molten zinc heated to approximately 450°C.
Zinc Bonding: Zinc reacts with the steel to form a corrosion-resistant layer.
Coating Thickness: Controlled by the immersion time and steel composition, ensuring compliance with standards.
5. Post-Galvanizing Process
Cooling: Beams are allowed to cool after being removed from the zinc bath.
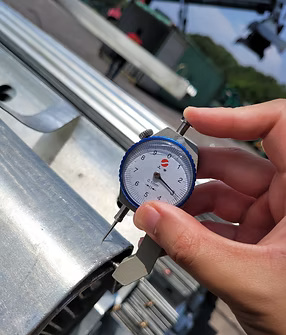
Inspection: Quality checks ensure uniform coating thickness and adherence to industry standards like AASHTO M180.
6. Storage and Shipping
Dry Storage: Prevents moisture exposure that could affect the coating.
Preparation for Shipment: Beams are packaged and shipped for installation, ready to provide long-term corrosion resistance and structural integrity.

.jpg)
.jpg)